
 EN
EN
NĂNG LỰC THIẾT BỊ SẢN XUẤT
& KIỂM SOÁT CHẤT LƯỢNG
Với nhà máy sản xuất hiện đại và công nghệ tiên tiến, Ngoc Lan Cable luôn tuân thủ nghiêm ngặt các tiêu chuẩn kỹ thuật quốc gia và quốc tế.
Các khâu từ lựa chọn nguyên liệu đến kiểm soát chất lượng đều được quản lý chặt chẽ, mỗi giai đoạn đều đóng vai trò quan trọng trong việc đảm bảo chất lượng của sản phẩm.
THIẾT BỊ SẢN XUẤT CỦA
NGOC LAN CABLE
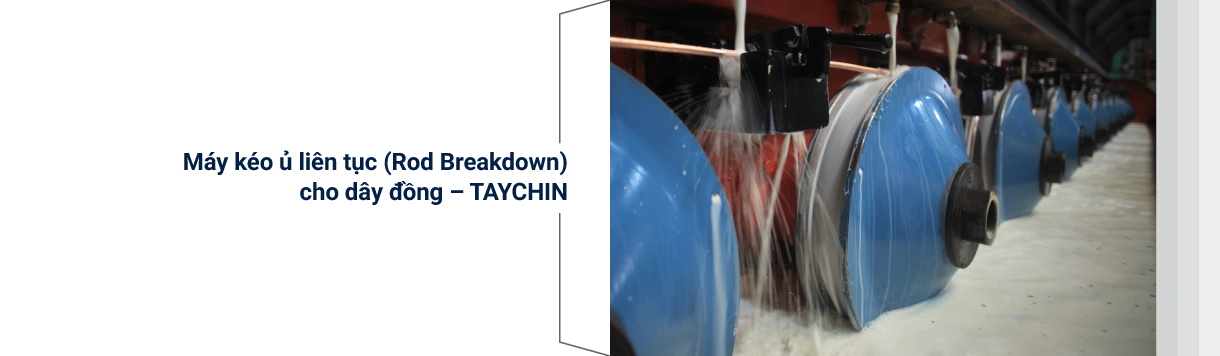
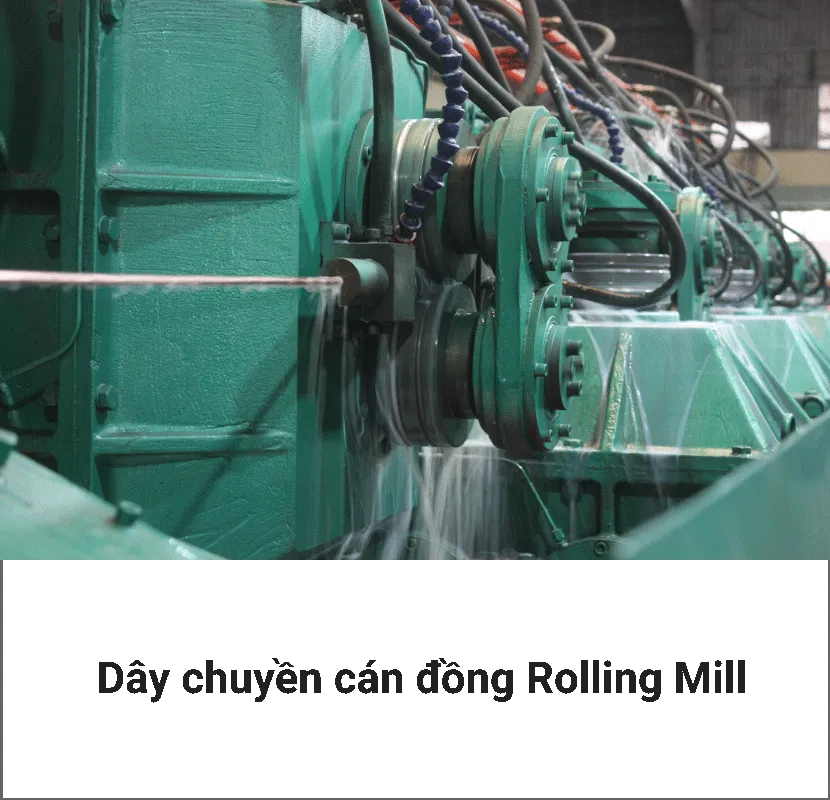
1. KÉO SỢI VÀ Ủ MỀM
Đầu tiên, mục đích của công đoạn này là giảm đường kính của dây kim loại theo yêu cầu. Các nguyên liệu đồng(Cu) hoặc nhôm(Al) khi mới nhập khẩu về thường sẽ có đường kính 9.5mm (f9.5) sẽ được kéo rút ra nhiều kích thước khác nhau như f4.0, f3.6, f2.8, f0.18…
Bên trong máy là hệ thống các con lăn giúp kéo và rút dây kim loại đi qua nhiều lớp khuôn hợp kim thép theo kích thước nhỏ dần. Cùng hệ thống bơm dầu thủy lực giúp giảm ma sát, bảo vệ khuôn và chống oxy hóa dây kim loại.
Thông thường, sau khi kéo rút xong sẽ đến công đoạn ủ nhiệt giúp dây kim loại phục hồi đặc tính mềm dẻo dễ uốn cong. Tuy nhiên, tại nhà máy của Ngoc Lan Cable sở hữu dây chuyền các máy móc hiện đại có thể kết hợp kéo và ủ liên tục giúp công đoạn này như là 2 trong 1.







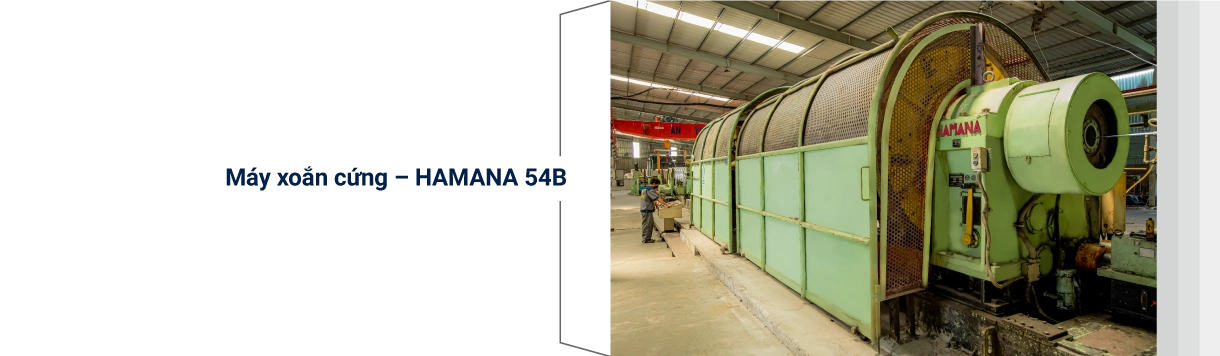
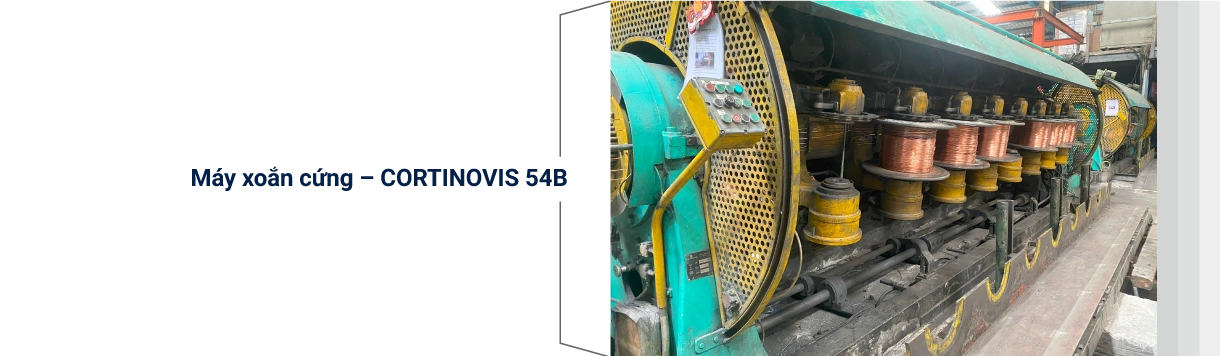
2. BỆN XOẮN & CÁN NÉN DÂY DẪN
Tùy theo quy cách, nhu cầu và tiêu chuẩn áp dụng mà ruột dẫn kim loại sẽ có phương thức bện xoắn khác nhau như: xoắn chùm, xoắn đồng tâm, xoắn đồng tâm có cán nén chặt. Các dây dẫn điện và cáp điện lực phổ biến hiện nay thường được bện xoắn đồng tâm(hoặc yêu cầu có cán nén chặt) theo quy cách 7 sợi, 19 sợi, 37 sợi hoặc 61 sợi.
Mô tả phương thức sản xuất dây dẫn có 7 sợi thì bên trong máy bện có trục quay gồm 1 bin ở giữa và 6 bin tự quay xung quanh để kéo ra được dây dẫn xoắn đồng tâm. Nếu có yêu cầu cán nén thì bước xoắn cuối cùng phải đi qua hệ thống khuôn giúp các sợi đồng được nén chặt lại với nhau giúp giảm thiểu mức thấp nhất các khoảng trống ở giữa.









3. BỌC VỎ CÁCH ĐIỆN
Tùy theo chức năng sử dụng và tiêu chuẩn áp dụng mà dây điện, cáp điện sẽ được bọc cách điện với chất liệu và màu sắc khác nhau.
Cấp điện áp sẽ quyết định chất liệu các điện là loại nhựa gì, phổ biến là nhựa XLPE, PVC hoặc HDPE. Màu sắc của lớp các điện thường chỉ nhằm mục đích giúp người thi công công trình điện có thể phân biệt các pha dẫn điện, tránh nhầm lẫn.
Đối với một số cáp vặn xoắn thì sẽ được bọc cách điện với vỏ có gân nổi(LV-ABC, MV-ABC) hoặc sẽ được in thêm số ký hiệu đối với các cáp có nhiều lõi(Multiplex, cáp điều khiển).

Dây chuyền bọc cách điện 90mm + 45mm Ohmiya Seiki

Dây chuyền bọc cách điện 60mm Swisscab
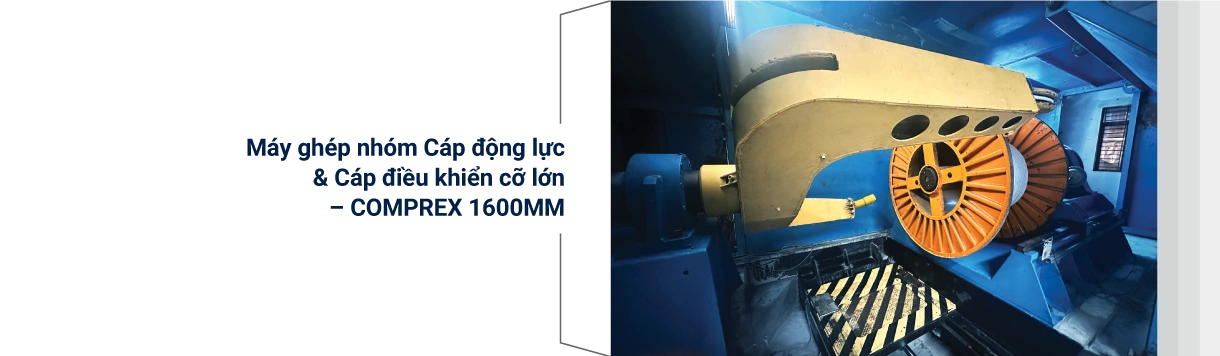

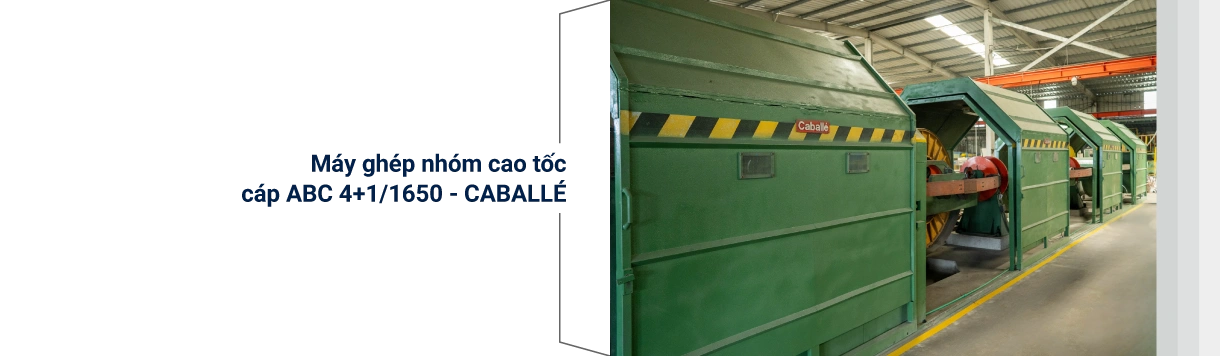


4. XOẮN GHÉP LÕI CÁP VÀ
GIÁP KIM LOẠI
Đặc trưng của cáp điện lực thường sẽ có số lượng ruột dẫn là 2,3,4,5… thậm chí đến hơn 51 lõi dẫn điện. Vì vậy mà bước xoắn ghép lõi là cộng đoạn không thể thiếu trong nhà máy sản xuất của Ngoc Lan Cable.
Đối với các loại cáp điện có lõi lớn, máy ghép lõi (ghép nhóm) sẽ có bổ sung thêm các vật liệu độn giúp cáp thành được tròn đều hơn. Chất độn phổ biến thường là các sợi nhựa tổng hợp PP hoặc PVC.
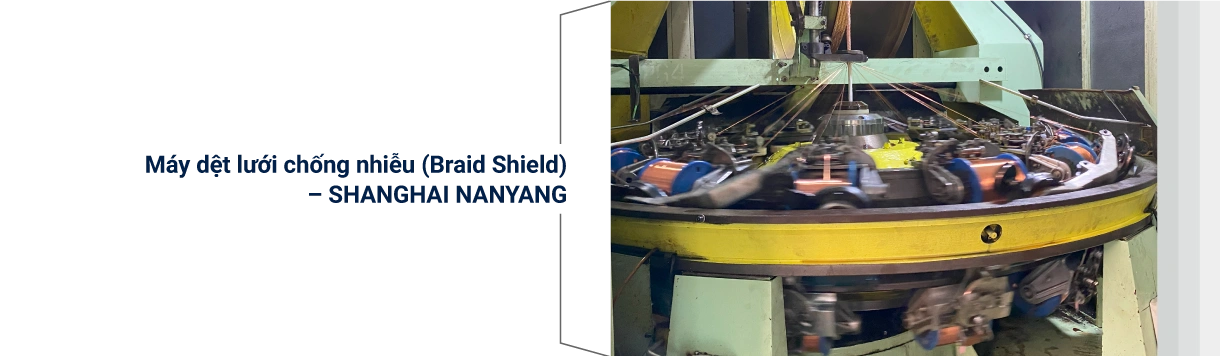
Để tăng cường khả năng bảo vệ, các dây & cáp điện thường được quấn thêm từ 1 đến 2 lớp giáp kim loại, chất liệu có thể là đồng, nhôm, thép…
Giáp kim loại bảo vệ được sản xuất với nhiều dạng khác nhau như giáp băng, giáp sợi hoặc giáp lưới. Công đoạn này được thực hiện cùng lúc trong quá trình xoắn ghép lõi cáp.






5. BỌC VỎ BẢO VỆ NGOÀI CÙNG
Bọc vỏ bọc thường là công đoạn cuối cùng trong quá trình sản xuất cáp điện. Lớp vỏ bọc được tạo bằng phương pháp ép đùn bao quanh lớp cách điện hoặc cụm ruột được xoắn ghép.
Trong quá trình bọc, tùy theo yêu cầu của khách hàng, thông tin của dây cáp được in trực tiếp bằng phương pháp in phun, in dập nóng, in bằng laser,… trên bề mặt lớp bọc.

Dây chuyền bọc cáp ngầm FJK 150mm

Dây chuyền bọc cách điện 150mm +90mm Kuhne/Troester
PHÒNG THỬ NGHIỆM
KIỂM TRA THÀNH PHẨM









CÁC GIẤY CHỨNG NHẬN

Quatest 3 – TCVN 5064:1994 & TCVN 5064:1994/SĐ1:1995
QMS – ISO 9001:2000 (2006-2009)
QMS – ISO 9001:2008 (2011-2014)
QMS – ISO 9001:2015 (2017-2020)
QMS – ISO 9001:2015 (2020-2023)
QMS – ISO 9001:2015 (2023-2026)

MS Cert – ISO 9001:2015 (2023-2026)

Quacert 4 – QCVN 4:2009/BKHCN & SĐ1:2016 QCVN 4:2009/BKHCN

